






Náš stroj na výrobu vlnitých rúr s dvojitou stenou je možné použiť na rôzne účely.Môže vyrábať vlnité rúrky s jednou stenou, vlnité rúrky s dvojitou stenou, dvojstenné perforované vlnité rúrky, tunelové rúrky proti presakovaniu vody proti kryštalizácii, interiérové dekoračné kanály na čerstvý vzduch a bambusové rúrky.Formu môžeme vymeniť.V pohode
Kanál čerstvého vzduchu, PE špeciálna vlnitá rúrka na výmenu vzduchu, veterná skrinka, ventilačná hadica, nosná ventilačná rúrka
Systém čerstvého vzduchu vlnitá rúrka 75/110PE rúrka dvojplášťová plastová rúrka kanál čerstvého vzduchu vzduchotechnická ventilačná hadica
Systém čerstvého vzduchu dvojvrstvová vlnitá rúrka kanál čerstvého vzduchu PE rúrka 75, 110, 160

PE potrubie 75 vzduchové potrubie výfuková hadica PE potrubie systém čerstvého vzduchu dvojitá vlnitá hadica
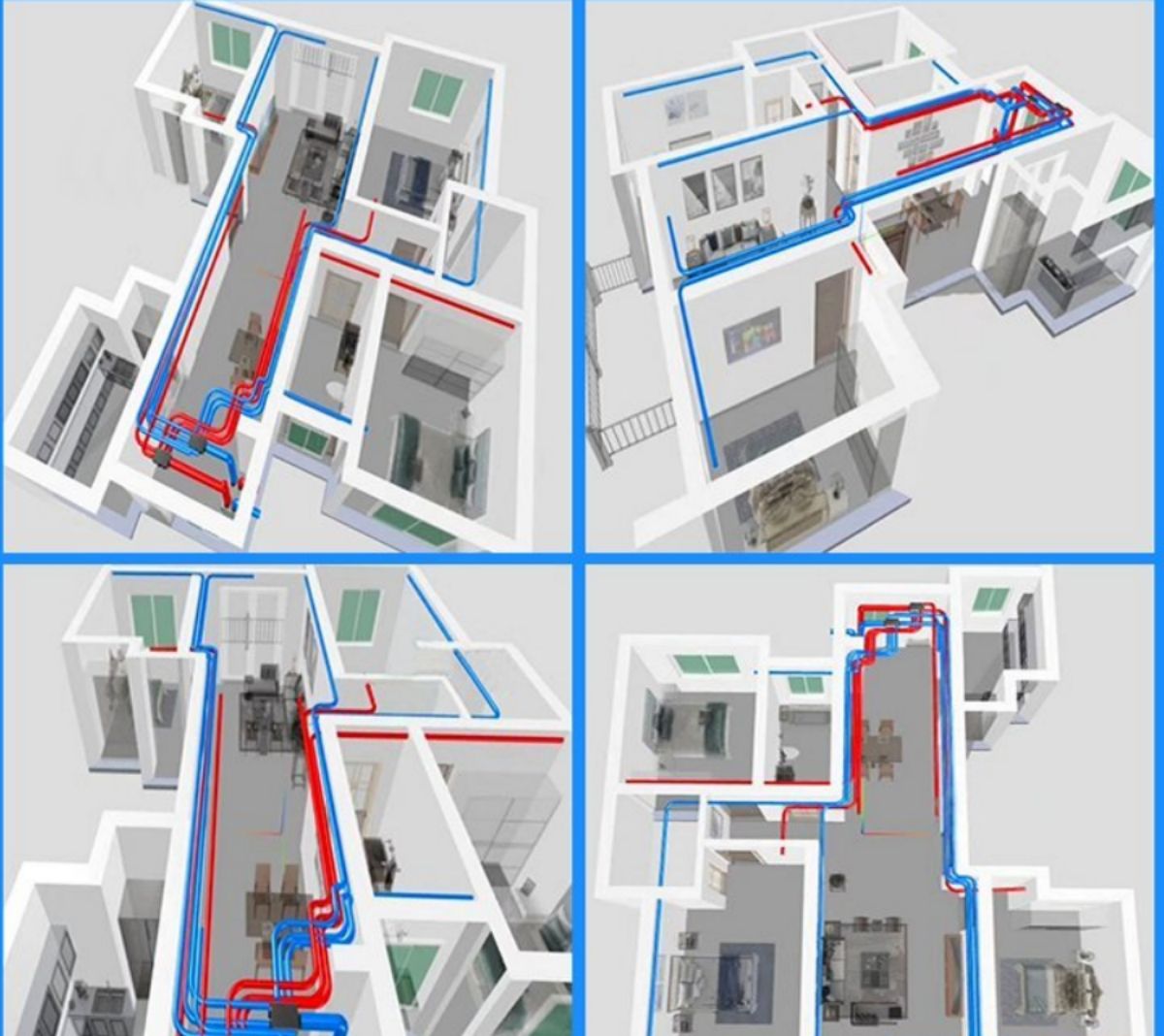
Systém čerstvého vzduchu je založený na použití špeciálneho zariadenia na jednej strane uzavretej miestnosti, ktoré posiela čerstvý vzduch do miestnosti a potom ho vypúšťa von cez špeciálne zariadenie na druhej strane.V interiéri sa vytvorí „pole čerstvého vzduchu/prúdenia“, aby vyhovovalo potrebám čerstvého vzduchu v interiéri.Implementačným plánom je použiť ventilátory s vysokým tlakom vetra a veľkým prietokom, spoliehať sa na strojné zariadenia, ktoré dodávajú vzduch z jednej strany do miestnosti, a použiť špeciálne navrhnutý výfukový ventilátor na jeho vypúšťanie von z druhej strany, aby sa vytvoril vzduch. čerstvý vzduch/prietokové pole v systéme.Pri privádzaní vzduchu sa vzduch vstupujúci do miestnosti filtruje, okysličuje a predhrieva (v zime).

Nové zariadenie na vzduchové potrubie pozostáva z: vonkajšieho nástenného držiaka + vnútorného nástenného držiaka + strojovej hlavy + formy + tvárniaceho stroja + navíjacieho stroja
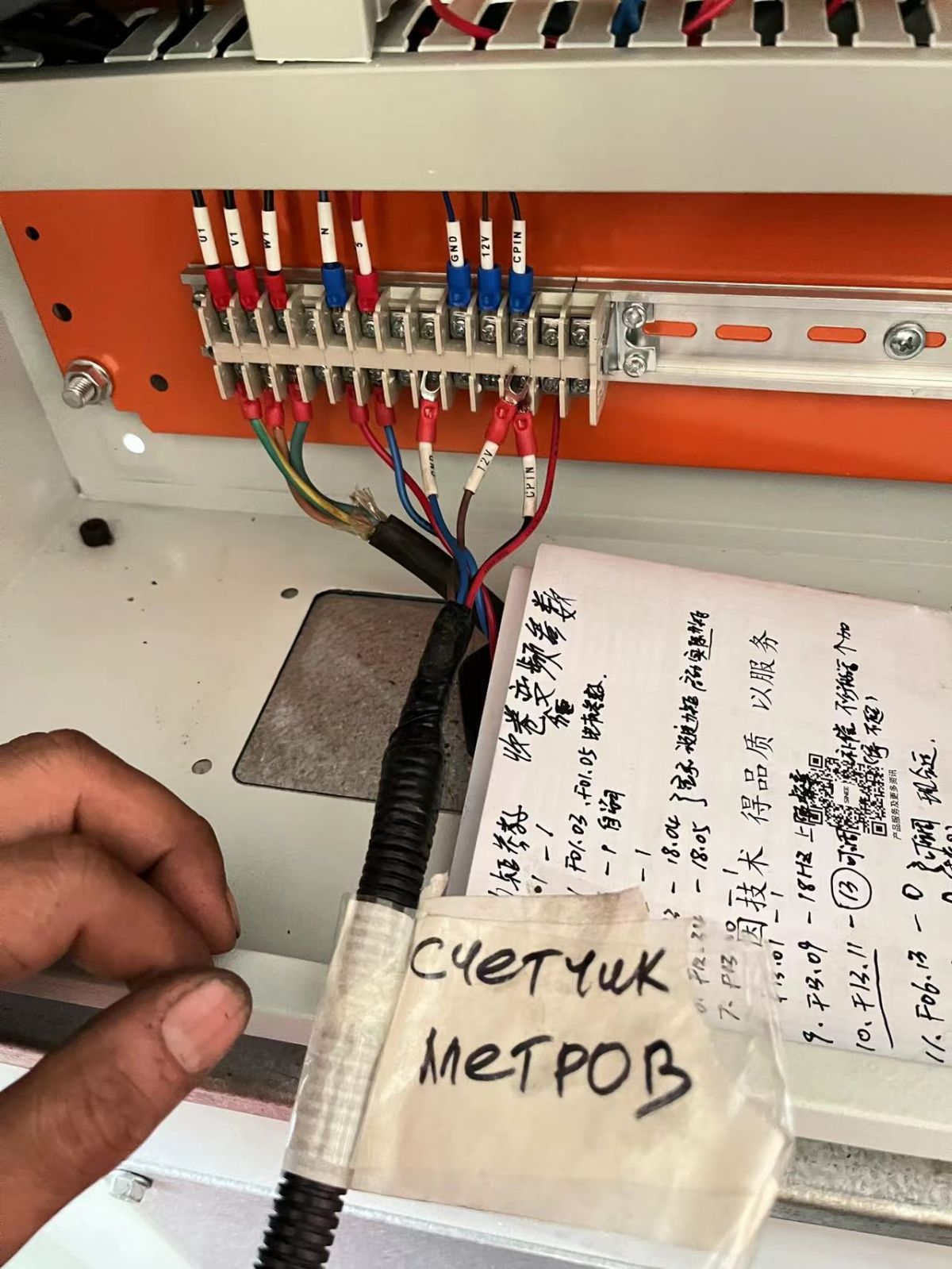
Odporúča sa, aby zákazníci vykonali všeobecné uzemnenie a postavili 6-metrový medený drôt na pripojenie všetkých strojov a ich súčasné uzemnenie.Formovací stroj a navíjací stroj sú všetky 380V.Celkový inštalovaný výkon je 65 kilowattov a skutočná produkcia je 25 kilowattov (25 kilowatthodín).
Odporúča sa, aby vzdialenosť medzi tvarovacím strojom a navíjacím strojom bola 6 metrov
Vzdialenosť od hostiteľa vonkajšej steny k formovaciemu stroju je 825 mm a vzdialenosť od hostiteľa vnútornej steny k formovaciemu stroju je 785 mm.
Keď sme prišli s jednostennou vlnitou rúrkou, práve sme vypli extrudér s vnútornou stenou.
Môžete tiež pridať podávač drôtu pre oceľový drôt, aby ste vytvorili vlnitú rúrku pre elektrické vedenie.Otvor pre železný drôt by mal byť vyvŕtaný do formy.Priemer železného drôtu by nemal presiahnuť 1,0 mm.Zmeniť treba aj použitý vodný plášť na dutý dvojvrstvový.


Extrudér sa zahrieva na 200-220 stupňov počas 1,5-2 hodín, v závislosti od kvality materiálu.Štyri a päť oblastí hlavy stroja sú záložné oblasti.Keď teplota dosiahne teplotu, potom, čo hostiteľská forma a formovací stroj našli rovnováhu, úroveň rámu obrábacieho stroja je Aby ste sa uistili, že je presná, umiestnite úroveň na formu, aby ste ju vyrovnali.Po vyrovnaní nezabudnite utiahnuť 12 skrutiek na ľavej a pravej strane formy.Ak nie je vyrovnaný, materiál nevytečie a hlava stroja sa bude trieť o formu.Na formovacom stroji sú nastavovacie skrutky hore, dole, vľavo a vpravo.
Pri vyrovnávaní musíte zabezpečiť, aby bolo najpresnejšie vytlačiť trochu materiálu po predhriatí a potom nájsť rovnováhu.
Nastavte priehyb vonkajšej steny a potom použite kruh veľkých skrutiek na vykurovacom páse na hlave stroja.Ktorá strana vonkajšej steny je hrubšia, ktorá strana je pevnejšia a ktorá strana je voľnejšia;upravte priehyb vnútornej steny a potom sú na matrici 4 malé skrutky, ktorá strana je tenšia?Vnútorná stena a vonkajšia stena sú protiľahlé.

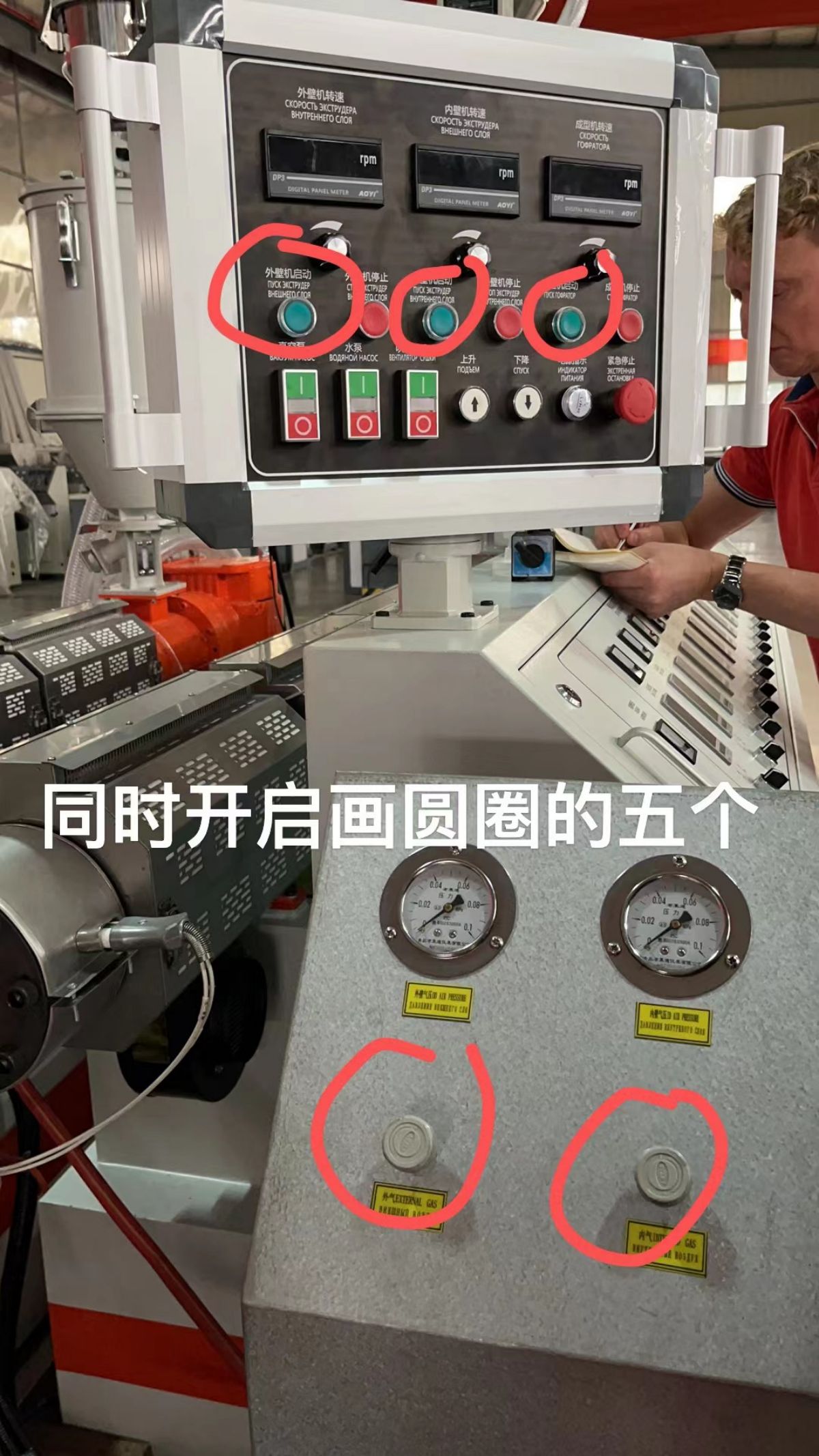
Spustite tri zelené tlačidlá (vonkajšia stena, vnútorná stena a formovací stroj na konzolovej krabici).Rýchlosť stroja s vonkajšou stenou začína na 272 - normálna prevádzka je 290 ot./min., rýchlosť stroja s vnútornou stenou je 265 - bežná prevádzka je 214 ot./min., rýchlosť formovacieho stroja je 614 ot./min. a rýchlosť formovacieho stroja sa zrýchľuje počas následnej výroby.704RPM, hostiteľský prúd ukazuje 16A, vďaka čomu je hrúbka steny tenšia.Pri vytváraní nového vzduchového potrubia by vnútorná stena nemala byť príliš hrubá, inak nebude mať vnútorná stena dobré zakrivenie.

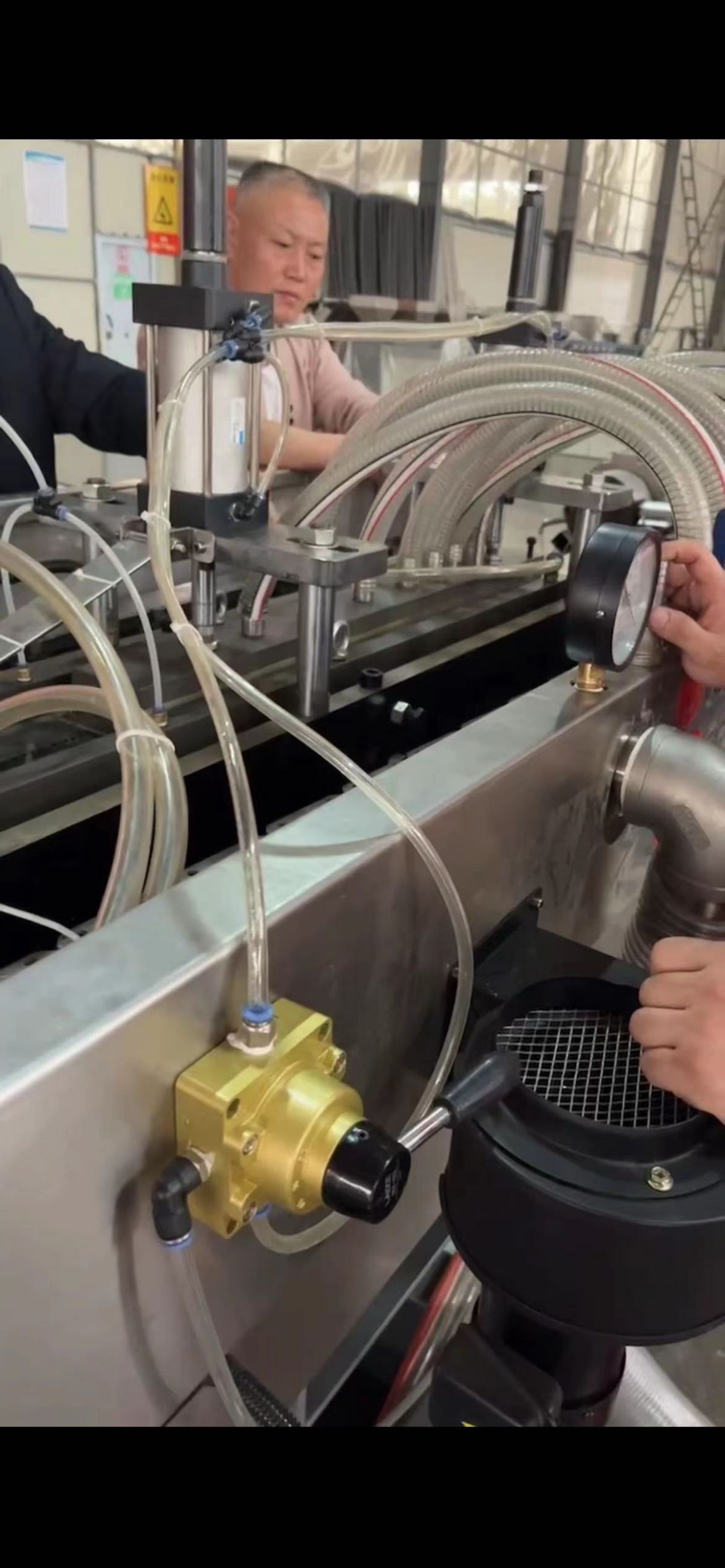
Pri súčasnom zapnutí tlaku vzduchu na vnútornej a vonkajšej stene sa odporúča vnútorný tlak medzi 0,02-0,04 a vonkajší tlak je podobný.Nájdite bod rovnováhy.Rúrka vzduchového čerpadla musí byť hrubšia, aby sa zabezpečil stabilný tlak vzduchu.Vnútorné a vonkajšie tlakomery vzduchu musia byť stabilné a nesmú kolísať., inak to ovplyvní hrebeň vĺn.Keď je vonkajšia stena tenká, vákuový systém nie je potrebné použiť.
Vzduchový kompresor s výkonom 15 kW môže napájať 4 vedenia.Odporúča sa použiť vzduchové potrubie s priemerom 40 mm, 0,5-0,6 MPA.Tlak vnútornej steny je väčší ako tlak vonkajšej steny a vnútorný vzduch je väčší ako vonkajší vzduch, pretože na vnútornej stene je uhol R.Pri spustení skontrolujte prevádzkový prúd.Invertor sa zapne a zobrazí sa prúd, 50 % 7042 a 50 % 5502, vnútorná stena je 5 kg, vonkajšia stena je 12 kg a vonkajšia stena je 2 až 3-krát väčšia ako vnútorná stena.
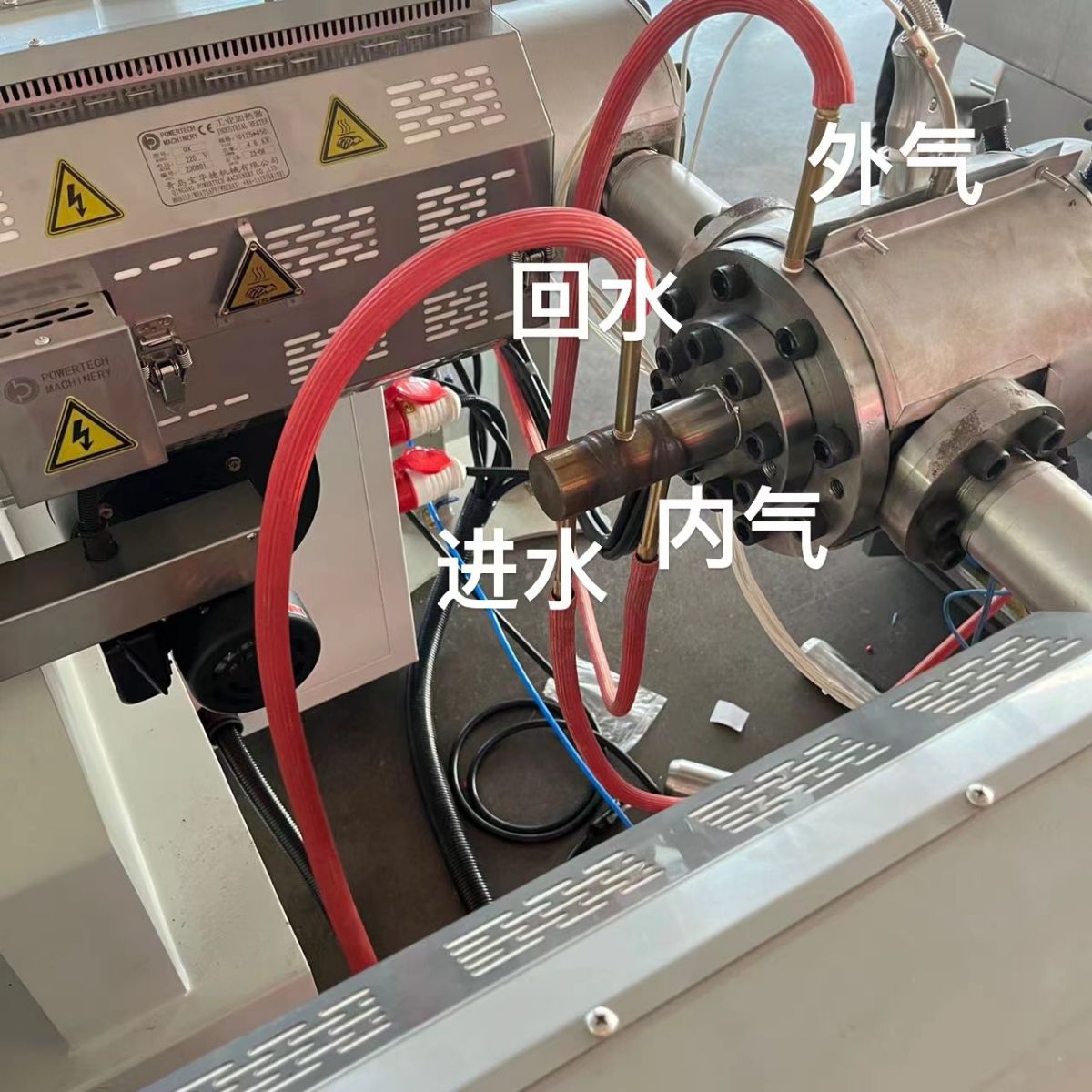
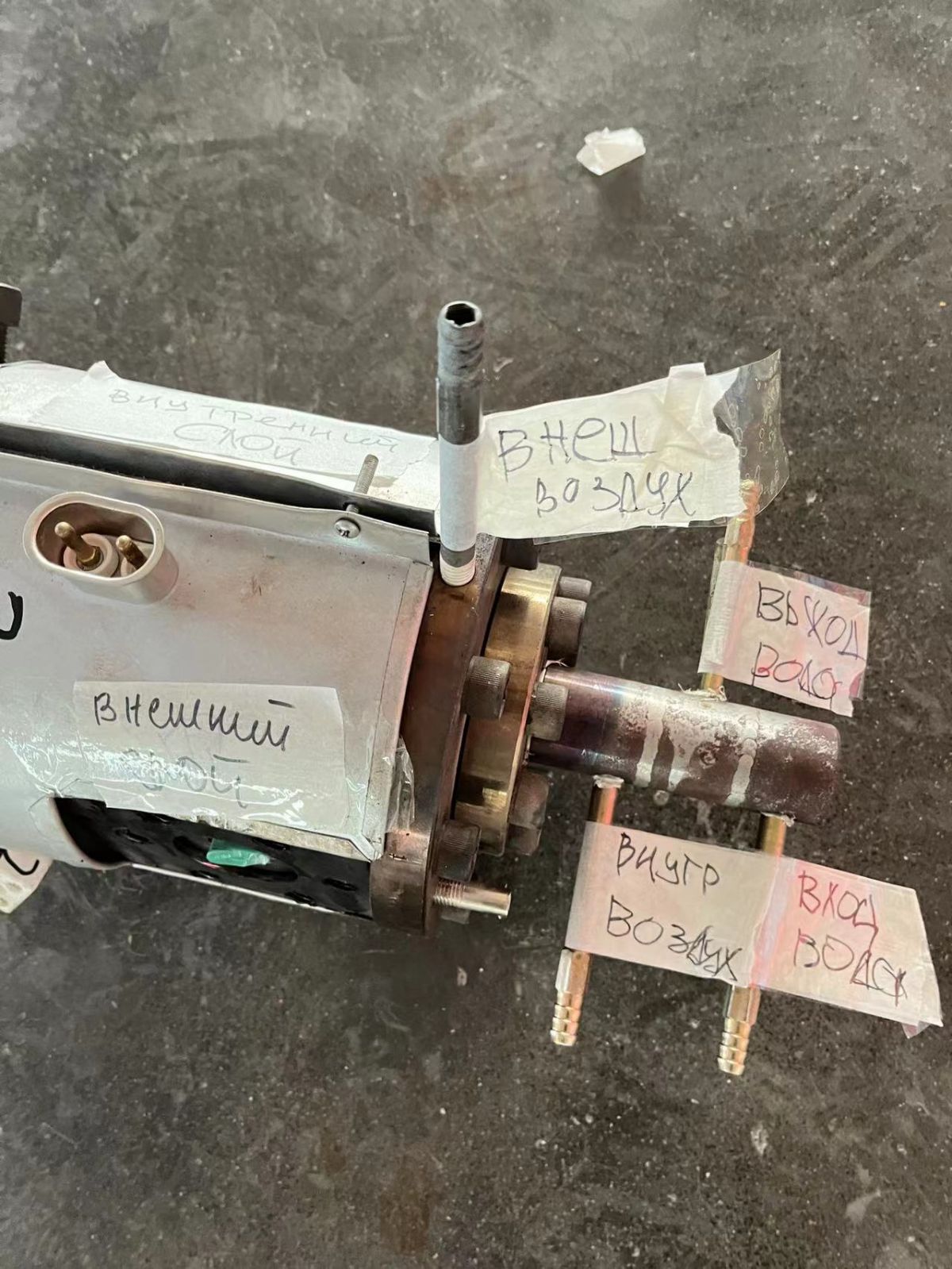
Zľava doprava na tyči jadra formy v ústí formy sú vonkajší vzduch, vonkajšia stena, vnútorný vzduch a vnútorná stena.
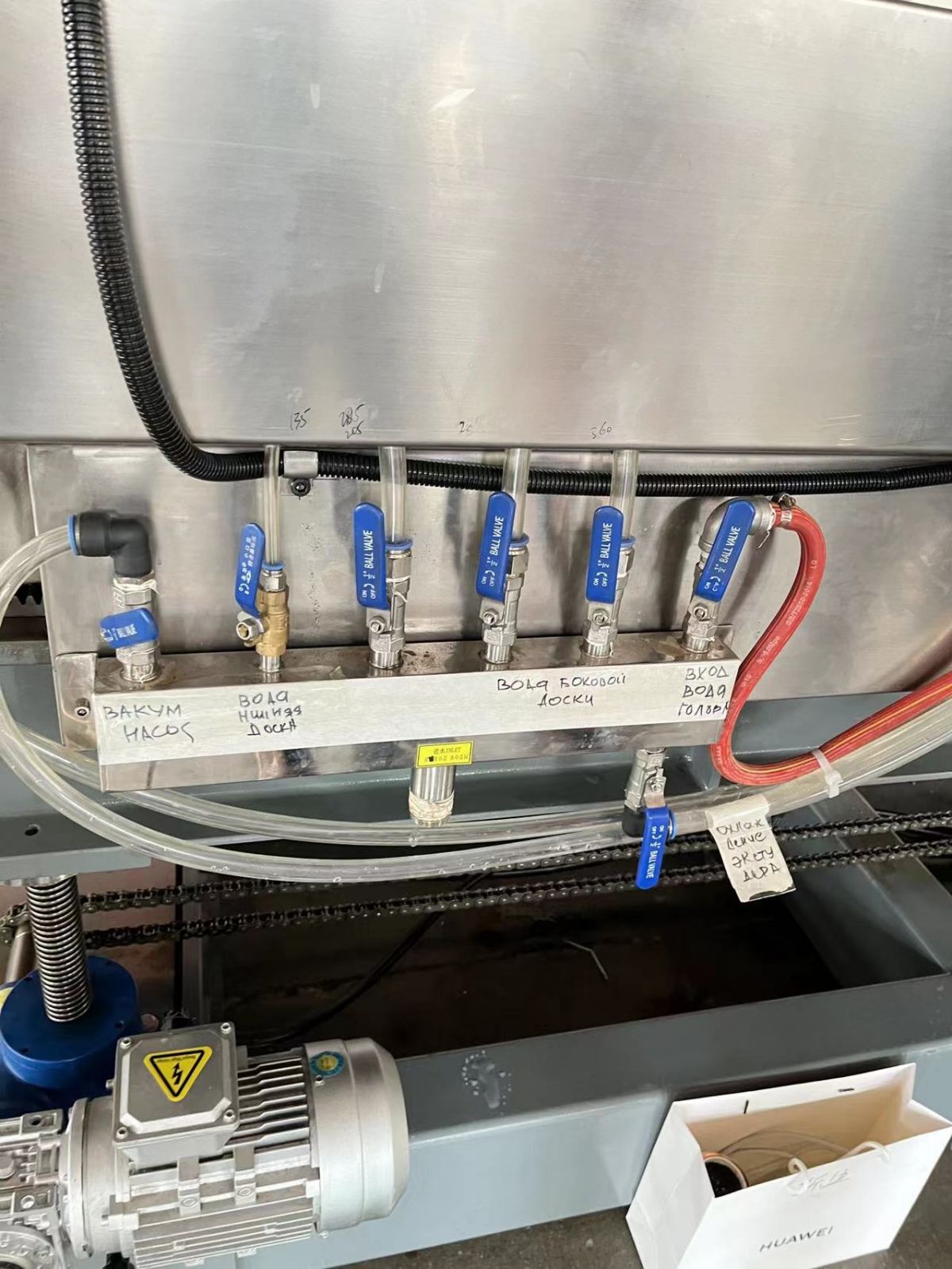
Otvorte rôzne vodné kanály formovacieho stroja
Vákuomer na formovacom stroji je okolo 0,08.Hneď vpravo je pretlakový ventil vákuometra.

Ak je zelený tesniaci krúžok vodného plášťa porušený, dôjde k jeho úniku.Často ho kontrolujte a vymieňajte.
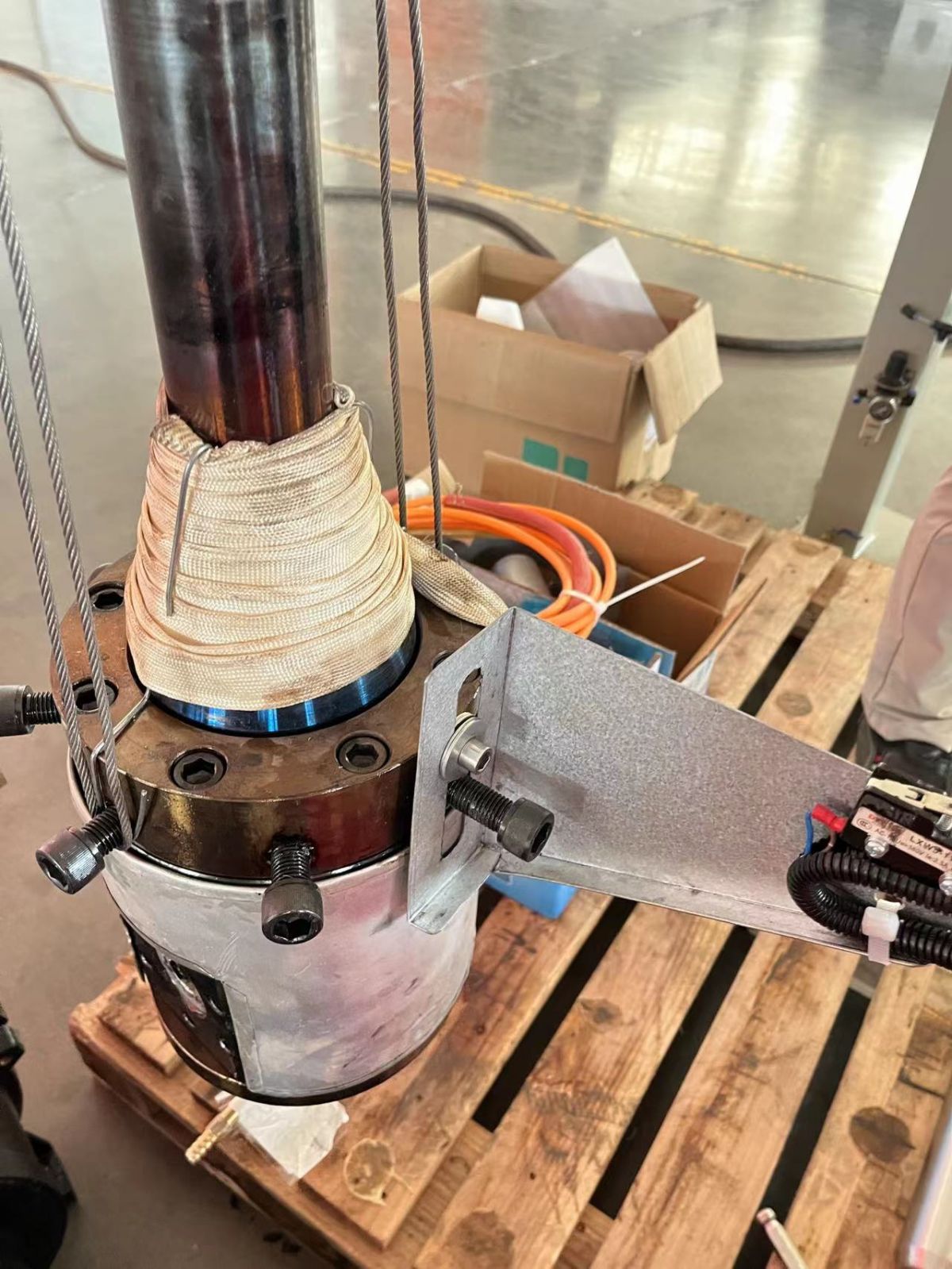
Po skrútení vodného plášťa včas otvorte ventil vodného plášťa na pravej strane formovacieho stroja s otvoreným smerom nahor a nadol, aby ste zabránili spáleniu O-krúžku vodného plášťa teplom z hlavy stroja. .
Pri inštalácii vodného plášťa ho utiahnite a otočte trochu späť.Účelom je umožniť vodnému plášti, aby sa prirodzene zarovnal hore, dole, vľavo a vpravo.Keď sa formovací stroj priblíži k vodnému plášti, držte vodný plášť hore.
Matrica na vonkajšej stene by mala byť zarovnaná s polohou lisovacieho valca vo vzdialenosti 345 mm (ako je znázornené na obrázku)

Pri výrobe nádrže na vodu musíte mať filter a používať čistú vodu.Voda s vodným kameňom zablokuje vodný plášť a vodné čerpadlo.


Kroky vypnutia:
Najprv zastavte hlavný stroj, hlavné stroje na vonkajšiu stenu a vnútornú stenu, počkajte, kým materiál nevyjde, potom zastavte formovací stroj a okamžite odstráňte vodný plášť.Vodný plášť je studený a možno ho otáčať priamo rukou a potom zavrieť hlavný gombík elektrickej skrinky (vodorovne vodorovne).Napájanie je vypnuté v smere doľava a doprava a napájanie je zapnuté v smere hore a dole).Pred ďalším spustením stroja nezabudnite najskôr zohriať tŕň matrice hlavy stroja, inak materiál vo vnútri stuhne.Ak sa nezahreje, ľahko praskne.
Vákuové čerpadlo je možné použiť pre chladič, ale vodné čerpadlo nie je potrebné.Je len rezervovaný.
Odporúča sa, aby zákazníci vykonali všeobecné uzemnenie a postavili 6-metrový medený drôt na pripojenie všetkých strojov a ich súčasné uzemnenie.Formovací stroj a navíjací stroj sú všetky 380V.Celkový inštalovaný výkon je 65 kilowattov a skutočná produkcia je 25 kilowattov (25 kilowatthodín).
Pri výmene formy zdvihnite tlačidlo, prítlačná doska 70 kg

Čas odoslania: 16. októbra 2023